Фрикционные соединения на высокопрочных болтах: принцип работы на трение, подготовка поверхностей, расчёт и контроль натяжения по нормам.
Материал подготовлен инженерами и снабженцами Стальфа — на основе практики поставок металла и металлоконструкций по всей России.
Коротко о главном
- Фрикционное соединение передаёт нагрузку через силы трения между соприкасающимися поверхностями, а не через срез или смятие тела болта.
- Несущая способность соединения зависит от трёх факторов: усилия предварительного натяжения болта, коэффициента трения контактных поверхностей и числа плоскостей трения.
- Коэффициент трения меняется в широких пределах — от 0,35 при обработке металлической щёткой до 0,58 при дробеструйной очистке, поэтому выбор способа подготовки поверхности напрямую влияет на расчётную несущую способность.
- Контроль натяжения болтов выполняется динамометрическим ключом по заданному крутящему моменту или методом поворота гайки; оба метода нормируются действующими требованиями.
- Фрикционные соединения предпочтительны там, где недопустимы деформации сдвига в стыке: мосты, подкрановые конструкции, динамически нагруженные узлы.
Как работает фрикционное соединение: физика процесса
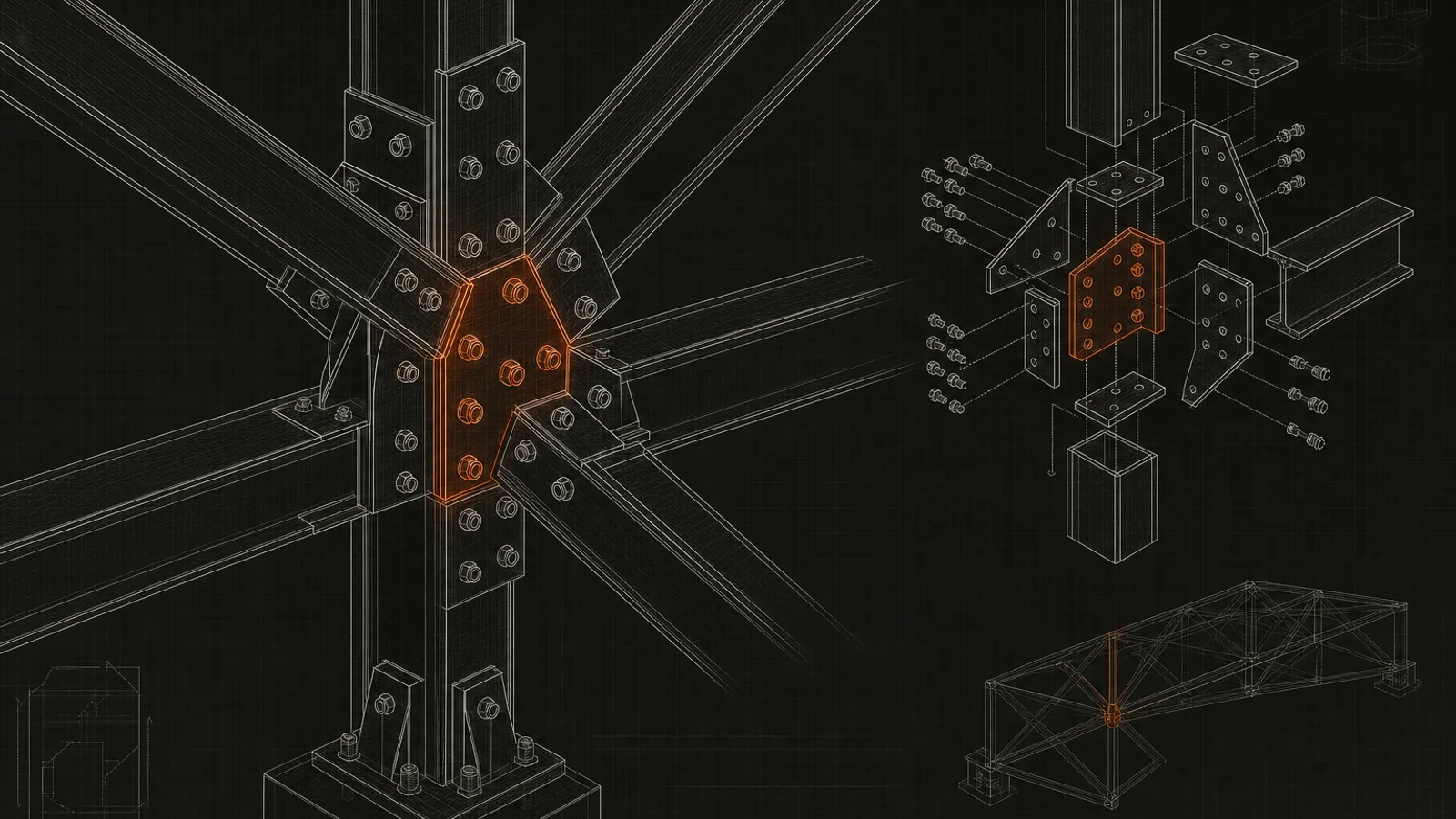
В обычном болтовом соединении нагрузка от одного элемента к другому передаётся через стержень болта в режиме среза или через смятие стенки отверстия. Фрикционное соединение устроено иначе: болт затягивается с таким расчётным усилием предварительного натяжения, что между контактными поверхностями соединяемых пластин возникает мощная сила трения. Именно она удерживает элементы от взаимного сдвига. Болт при этом практически не работает на срез — он выполняет роль «стяжки», создающей нормальное давление на контактной плоскости.
Такой принцип работы даёт принципиальное преимущество: при правильно выполненном натяжении в соединении отсутствуют сдвиги, а жёсткость узла сопоставима со сварным вариантом. Это особенно важно для конструкций, испытывающих переменные или динамические нагрузки — мостовых пролётных строений, подкрановых балок, стыков тяжёлых промышленных рам.
Несущая способность одного болта во фрикционном соединении определяется произведением трёх величин: расчётного усилия натяжения болта (зависящего от его класса прочности и площади нетто сечения), коэффициента трения контактных поверхностей и числа плоскостей трения в пакете. Чем больше плоскостей трения и выше коэффициент трения, тем меньше болтов нужно для передачи одного и того же усилия.
Марки и классы высокопрочных болтов: что использовать
Для фрикционных соединений строительных металлоконструкций применяют высокопрочные болты по ГОСТ 22353 и ГОСТ Р 52644 с увеличенной шестигранной головкой. Основные классы прочности, применяемые в строительстве — 10.9 и 8.8. Цифра до точки означает предел прочности в единицах 100 МПа, цифра после точки — отношение предела текучести к пределу прочности, умноженное на десять. Таким образом, болт класса 10.9 имеет предел прочности около 1000 МПа и предел текучести около 900 МПа.
В комплект с болтом идут высокопрочная гайка по ГОСТ 22354 и шайба по ГОСТ 22355. Применять болты без шайб или заменять их обычными не допускается: шайба равномерно распределяет нагрузку под головкой и гайкой и защищает контактную поверхность от повреждений при затяжке. Для конструкций, работающих в агрессивных средах или при отрицательных температурах, следует уточнять климатическое исполнение метизов.
Диаметры высокопрочных болтов в строительных конструкциях чаще всего составляют М16, М20, М22, М24 и М27. Выбор диаметра определяется расчётной нагрузкой на болт, толщиной соединяемых элементов и конструктивными требованиями к шагу и краевым расстояниям, которые нормируются действующим сводом правил на стальные конструкции.
Подготовка контактных поверхностей: от неё зависит всё
Коэффициент трения — ключевой параметр расчёта фрикционного соединения, и он полностью определяется состоянием контактных поверхностей. Согласно нормам проектирования стальных конструкций, в зависимости от способа обработки принимаются следующие значения: при дробеструйной или пескоструйной очистке без консервации коэффициент трения достигает 0,58; при газопламенной обработке — около 0,42; при обработке металлическими щётками — около 0,35. Разница существенная: занижение коэффициента трения при проектировании влечёт увеличение числа болтов, а его завышение — прямую угрозу надёжности узла.
На практике наиболее распространена дробеструйная очистка: она обеспечивает максимальный коэффициент трения и одновременно удаляет окалину, ржавчину и загрязнения. После очистки поверхности нельзя загрязнять маслом, краской или допускать появление обильной ржавчины до сборки. Допускается лёгкое поверхностное окисление, если оно специально предусмотрено выбранной схемой подготовки.
Срок между подготовкой поверхности и сборкой соединения ограничен: при дробеструйной обработке без консервации он, как правило, не должен превышать нескольких суток. Конкретные требования устанавливают технологические регламенты и проект производства работ. После истечения допустимого срока поверхность необходимо обрабатывать повторно. Контроль состояния поверхностей перед сборкой — обязательная операция, которая фиксируется в журнале производства работ.
Расчёт фрикционного соединения: логика и параметры
Расчёт ведётся по условию, что суммарная сила трения во всех плоскостях не должна быть меньше действующего расчётного усилия в соединении. Несущая способность одного болта по условию нефрикционного сдвига вычисляется как произведение расчётного усилия натяжения на коэффициент трения и число плоскостей трения, делённое на коэффициент надёжности соединения и коэффициент условий работы. Все нормативные значения этих параметров содержатся в СП 16.13330 «Стальные конструкции».
Расчётное усилие натяжения болта определяется его классом прочности и площадью сечения нетто по нарезке. Для болтов класса 10.9 распространённых диаметров оно составляет от ста до нескольких сотен килоньютонов — конкретные значения приведены в справочных таблицах к своду правил. При проектировании важно также учитывать коэффициент условий работы, который снижается для пакетов большой толщины, при малом числе болтов в группе и в ряде других особых случаев.
Расстановка болтов — шаг и краевые расстояния — регламентирована: минимальный шаг обычно принимается не менее трёх диаметров болта, краевое расстояние — не менее двух диаметров. Эти требования обеспечивают возможность нормальной затяжки инструментом и исключают разрыв металла у края. При проектировании стандартных узлов удобно применять типовые раскладки болтов, проверенные многолетней практикой проектных организаций.
Технология сборки: последовательность и тонкости
Сборка фрикционного соединения начинается с подготовки болтокомплекта: болт, гайка и шайбы из одной партии проходят входной контроль, а резьба болта смазывается согласно требованиям технологической документации. Срок от смазки метизов до их натяжения на расчётное усилие ограничен — как правило, не более 20 суток. Превышение этого срока требует повторной подготовки и документального подтверждения.
Болты устанавливают сначала в монтажные отверстия без натяжения, обеспечивая совмещение элементов пакета. Затем их затягивают «от середины к краям» или «от наиболее жёсткой зоны к свободной» — этот порядок важен, чтобы пакет плотно прилегал по всей плоскости без образования зазоров и перекосов. После первичной затяжки производят окончательное доведение до расчётного усилия натяжения с контролем крутящего момента.
Отверстия в соединениях, как правило, выполняются на заводе по разметке; рассверловка отверстий на монтаже допускается только по согласованию с проектной организацией. Применение оправок для принудительного совмещения несовпадающих отверстий категорически запрещено при фрикционных соединениях: повреждение поверхности отверстий нарушает геометрию пакета, а любое несовпадение свыше допустимого является поводом для проверки разбивочных осей и уточнения КМД.
Контроль натяжения болтов: методы и документирование
Натяжение высокопрочных болтов контролируется двумя основными методами. Метод по крутящему моменту предполагает применение тарированного динамометрического ключа: расчётный момент затяжки определяется по формуле с учётом диаметра болта, расчётного усилия натяжения и коэффициента закручивания. Коэффициент закручивания — экспериментально определяемая величина, зависящая от состояния резьбы и смазки; для каждой партии метизов он должен быть подтверждён входным испытанием.
Метод поворота гайки не требует динамометрического ключа: гайку сначала затягивают «до отказа» обычным ключом, затем доворачивают на нормированный угол. Угол поворота зависит от диаметра болта и длины пакета. Метод проще в исполнении, но требует строгого соблюдения инструкции и опыта персонала. Оба метода нормируются СП 70.13330 «Несущие и ограждающие конструкции».
Каждый затянутый болт маркируется — краской, керном или риской — а результаты контроля заносятся в журнал производства работ с указанием номера партии метизов, даты, температуры воздуха и имени исполнителя. Выборочный контроль уже затянутых болтов ведётся контрольным динамометрическим ключом: если ослабление обнаружено более чем у нормируемого процента болтов, всю группу подтягивают повторно. Документация по контролю натяжения обязательно входит в состав исполнительной документации объекта.
Где применять фрикционные соединения: область и ограничения
Фрикционные соединения наиболее рациональны там, где нагрузки носят знакопеременный или динамический характер, а взаимный сдвиг элементов недопустим. Прежде всего это мосты и путепроводы, подкрановые конструкции мостовых кранов, монтажные стыки несущих ферм большого пролёта, фланцевые соединения опор линий электропередачи и мачт. В гражданском строительстве их применяют в стыках колонн многоэтажных рам и в опорных узлах, где требуется гарантированная жёсткость без предварительной сварки.
В сравнении со сварными стыками фрикционные болтовые соединения обеспечивают лучшую ремонтопригодность и упрощают монтаж в полевых условиях: не требуется сварочное оборудование и специалисты с квалификационными удостоверениями сварщика. Однако стоимость метизов высокого класса прочности заметно выше обычных болтов, а требования к подготовке поверхностей и контролю натяжения ужесточают технологический процесс.
Не следует применять фрикционные соединения там, где это экономически избыточно: в легко нагруженных второстепенных связях, прогонах и ограждающих конструкциях обычные болтовые соединения на смятие и срез вполне справляются с задачей при значительно меньшей стоимости. Грамотный инженер выбирает тип соединения исходя из реального характера нагружения и требуемой надёжности, а не применяет фрикционные соединения везде «на всякий случай».
Типичные ошибки и как их избежать
Одна из самых распространённых ошибок — игнорирование входного контроля метизов. Коэффициент закручивания даже в рамках одного типономинала может варьироваться в зависимости от производителя, партии и состояния смазки. Если принять расчётное значение без испытания, фактическое усилие натяжения окажется ниже требуемого, и соединение будет работать не как фрикционное, а как обычное болтовое — с риском сдвига под нагрузкой.
Вторая частая ошибка — несоблюдение сроков между подготовкой поверхности и сборкой. Конструкции приходят на объект с уже подготовленными поверхностями, но монтаж откладывается на несколько недель. За это время поверхности покрываются ржавчиной или загрязнением, коэффициент трения падает. Решение — либо строгий оперативный контроль сроков, либо применение схем с консервирующими составами, для которых нормативные значения коэффициента трения установлены отдельно.
Третья ошибка — неправильный порядок затяжки. Если начинать с крайних болтов, центральная часть пакета не прижмётся должным образом, между плоскостями останутся зазоры, а реальное распределение контактных давлений будет неравномерным. При подготовке проекта производства работ схему затяжки следует прописывать явно с указанием последовательности и контрольных значений момента на каждом этапе. Если у вас нет уверенности в правильности подбора метизного комплекта под конкретный узел — специалисты Stalfa помогут сверить типономинал и класс болтов с требованиями КМД.
Частые вопросы
Чем фрикционное соединение отличается от обычного болтового?
В обычном болтовом соединении нагрузка передаётся через срез стержня болта или смятие стенки отверстия, а в фрикционном — через силы трения между контактными поверхностями пакета. Болт создаёт предварительное давление нормальной силой натяжения, поэтому на срез практически не работает. Это обеспечивает жёсткость узла без сдвига.
Какой класс прочности болтов применяется в фрикционных соединениях строительных конструкций?
Чаще всего используются болты классов 10.9 и 8.8 по ГОСТ 22353 и ГОСТ Р 52644. Класс 10.9 обеспечивает более высокое расчётное усилие натяжения и применяется в ответственных и динамически нагруженных узлах, класс 8.8 — в менее нагруженных стыках.
Как способ подготовки поверхности влияет на несущую способность соединения?
Напрямую: несущая способность пропорциональна коэффициенту трения. При дробеструйной очистке он достигает 0,58, при обработке металлической щёткой — около 0,35. Разница почти в 1,7 раза означает, что для той же нагрузки при щёточной обработке потребуется примерно в 1,7 раза больше болтов.
Можно ли контролировать натяжение болтов без динамометрического ключа?
Да — применяется метод поворота гайки на нормированный угол после её первоначальной затяжки «до отказа». Метод нормируется СП 70.13330. Однако он требует опытного персонала и чёткого соблюдения инструкции; при малейших сомнениях предпочтительнее метод по крутящему моменту с тарированным ключом.
Обязательно ли документировать контроль натяжения?
Да. Результаты контроля натяжения фиксируются в журнале производства работ и входят в состав исполнительной документации. Без этих документов сдача объекта в эксплуатацию невозможна.
Через какое время после подготовки поверхностей нужно собрать соединение?
Срок зависит от способа подготовки и условий хранения. При дробеструйной очистке без консервации поверхность должна быть законсервирована или собрана в кратчайшие сроки; срок от смазки метизов до окончательного натяжения, как правило, не превышает 20 суток. Конкретные требования устанавливаются технологической документацией; при превышении допустимого срока поверхности обрабатываются повторно.
Источники и нормативы
- СП 16.13330 «Стальные конструкции» (актуализированная редакция СНиП II-23-81*)
- СП 70.13330 «Несущие и ограждающие конструкции»
- ГОСТ 22353 «Болты высокопрочные класса точности В для металлических конструкций»
- ГОСТ Р 52644 «Болты высокопрочные с шестигранной головкой с увеличенным размером под ключ для металлических конструкций»
- ГОСТ 22355 «Шайбы для высокопрочных болтов металлических конструкций»
Продукция и услуги по теме
Поможем с подбором, расчётом, изготовлением и поставкой по всей России.