Электрохимический механизм коррозии стали, категории агрессивности среды по ИСО 12944 и факторы, определяющие реальный срок службы конструкции.
Материал подготовлен инженерами и снабженцами Стальфа — на основе практики поставок металла и металлоконструкций по всей России.
Коротко о главном
- Коррозия стали — электрохимический процесс: анодные и катодные участки образуются даже на одном листе металла при контакте с влагой и кислородом.
- Скорость коррозии определяется категорией агрессивности среды: от C1 (отапливаемые помещения, потери менее 1,3 мкм/год) до CX (шельф, тропики, химпроизводство).
- Ключевой параметр защиты — не толщина краски, а качество подготовки поверхности: без абразивоструйной очистки до нужной степени любая система покрытий деградирует преждевременно.
- Горячее цинкование даёт принципиально иной механизм защиты (катодный протектор), чем обычная краска, и в агрессивных средах может быть единственным надёжным решением.
- Срок службы конструкции без потери несущей способности определяется не только материалом, но и периодичностью технического обслуживания и своевременной локальной перекраской.
Почему сталь ржавеет: электрохимическая природа коррозии
Коррозия стали — это не просто «ржавление», а электрохимический процесс, подчиняющийся тем же законам, что и работа гальванической батареи. На поверхности металла всегда есть микроучастки с разным электродным потенциалом: они возникают из-за неоднородности структуры, разницы в концентрации деформаций, наличия включений, сварных швов или локальной разницы в контакте с кислородом. Более активные участки выступают анодами — на них металл окисляется и растворяется. Менее активные работают как катоды, принимая освободившиеся электроны.
Связующим звеном между анодом и катодом служит электролит — любая плёнка влаги на поверхности металла. Даже тонкий слой конденсата при относительной влажности выше 60–70% достаточен, чтобы запустить процесс. Именно поэтому незащищённая сталь корродирует даже в условиях, которые кажутся «сухими»: ночные перепады температур в неотапливаемом ангаре регулярно дают точку росы на металле.
Продукты реакции — гидроксиды и оксиды железа — образуют рыхлый пористый слой ржавчины. Этот слой не защищает, а наоборот, удерживает влагу и ускоряет дальнейшее разрушение. В отличие от алюминия, где оксидная плёнка плотная и тормозит коррозию, ржавчина на стали не самолечится — она работает как губка, затягивая воду к ещё не повреждённому металлу.
Категории коррозионной агрессивности атмосферы
Для инженерной работы с антикоррозийной защитой ключевое значение имеет классификация среды по агрессивности. Международный стандарт ИСО 12944 делит атмосферные условия на шесть категорий — C1, C2, C3, C4, C5 и CX. Отечественные требования к защите строительных конструкций изложены в СП 28.13330 «Защита строительных конструкций от коррозии», который оперирует схожими понятиями. Категория C1 — наиболее благоприятная: отапливаемые помещения с чистым воздухом. По данным стандарта ГОСТ ISO 9224, потери углеродистой стали в такой среде не превышают 1,3 мкм в год. Это условия офисов, сухих закрытых складов, торговых центров.
Категория C2 охватывает слабоагрессивную атмосферу: неотапливаемые помещения с редкой конденсацией, сельская местность с невысоким загрязнением. Скорость коррозии уже заметно выше. C3 — средняя агрессивность: городская и промышленная атмосфера с умеренным содержанием сернистого газа, производственные цеха с повышенной влажностью. C4 соответствует высокой агрессивности: химические предприятия, приморские города, закрытые бассейны. C5 — очень высокая агрессивность: морское побережье, объекты с постоянным конденсатом. Категория CX — экстремальная: шельфовые сооружения, тропики с очень высокой влажностью, особо агрессивные химические производства.
Принципиально важно, что категория агрессивности — это характеристика конкретного места и условий эксплуатации, а не «паспортная» характеристика конструкции. Один и тот же склад может иметь C2 в сухой зоне хранения и C4 в зоне мойки. Именно поэтому правильное определение категории среды является первым и наиболее ответственным шагом при разработке системы защиты.
Факторы, ускоряющие коррозию на практике
Помимо категории атмосферной агрессивности, на реальную скорость коррозии влияет ряд факторов, которые часто недооцениваются при проектировании и монтаже. Первый — геометрия конструкции. Горизонтальные полки двутавров, карманы закрытых профилей, зазоры в стыках и нахлёсточных соединениях — всё это места, где влага застаивается и воздух не циркулирует. Скорость коррозии в таких застойных зонах может в разы превышать среднюю для данной среды.
Второй фактор — наличие хлоридов, сульфатов и других агрессивных ионов в воздухе или воде, контактирующей с металлом. Хлориды особенно опасны: они не просто ускоряют электрохимический процесс, но и нарушают пассивные плёнки. В морских и приморских районах на конструкции оседает морская соль, что переводит объект в более высокую категорию агрессивности даже при формально «городском» расположении. Стальные конструкции вблизи дорог с активным использованием противогололёдных реагентов — аналогичная ситуация.
Третий фактор — контактная коррозия при сопряжении разнородных металлов. Если стальная конструкция непосредственно контактирует с алюминиевыми элементами, медными трубопроводами или оцинкованными деталями, в узле контакта возникает гальваническая пара, и менее благородный металл разрушается ускоренно. В проектных решениях этот риск устраняется электрической изоляцией контактирующих поверхностей — прокладками из диэлектрических материалов.
Как категория агрессивности определяет выбор системы защиты
Система антикоррозийной защиты — это комплекс: подготовка поверхности, грунтовочный слой, промежуточные и верхние покрытия. Стандарт ИСО 12944 задаёт требования к каждому элементу этой системы в зависимости от категории агрессивности и желаемого срока службы до технического обслуживания. Для C1–C2 достаточно несложных систем на алкидной или эпоксидной основе с умеренной суммарной толщиной. Для C3–C4 применяют двух- или трёхслойные системы с эпоксидными или полиуретановыми материалами, суммарная толщина сухой плёнки существенно возрастает. Для C5 и CX требования к системам покрытий и подготовке поверхности становятся жёсткими.
Особую роль в защите играет подготовка поверхности. Даже самое дорогостоящее покрытие не обеспечит расчётный срок службы, если нанесено на поверхность с остатками ржавчины, прокатной окалины, масла или влаги. Степени очистки обозначаются по системе Sa (абразивоструйная) и St (ручная и механическая обработка): Sa 2½ — очень тщательная абразивоструйная очистка — является минимальным требованием для большинства серьёзных объектов. Разница в адгезии покрытия на Sa 2½ и Sa 1 может составлять несколько раз, что напрямую транслируется в срок службы.
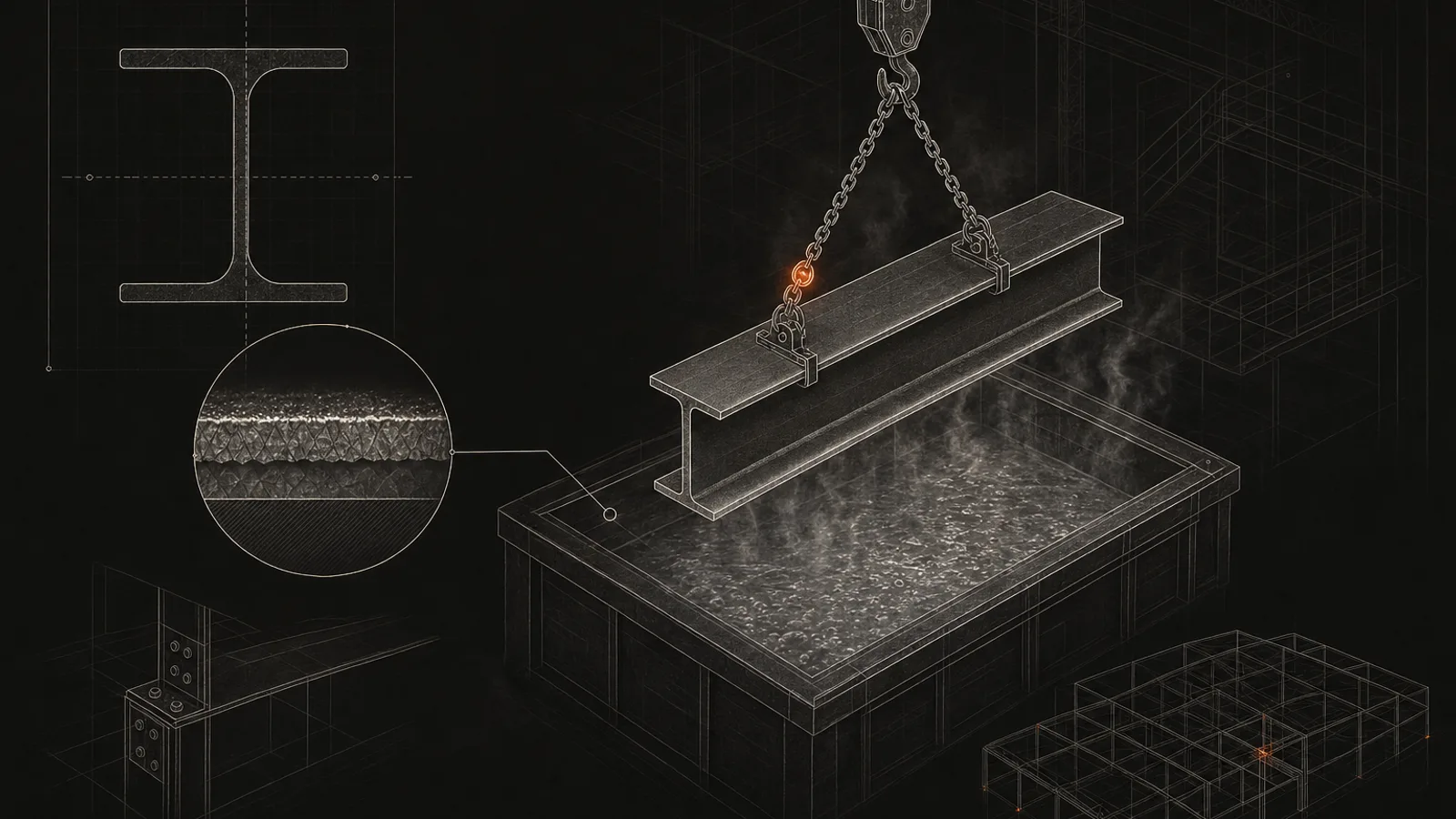
Горячее цинкование — принципиально иная стратегия защиты. Цинковое покрытие работает как протекторный анод: если стальная поверхность обнажается (царапина, удар), цинк вокруг повреждения корродирует преимущественно, защищая сталь. Этот механизм катодной защиты работает до тех пор, пока вблизи повреждения остаётся достаточно цинка. Горячее цинкование применяется для конструкций с длительным сроком службы в средних и высоких категориях агрессивности, а также там, где доступ для перекраски в процессе эксплуатации затруднён.
Срок службы конструкции: расчётный и реальный
Расчётный срок службы стальной конструкции по действующим нормам проектирования задаётся на стадии проекта и предполагает выполнение установленных требований к защите и техническому обслуживанию. Для большинства производственных и складских зданий он составляет 50 и более лет. Однако реальный срок безопасной эксплуатации зависит от того, насколько добросовестно соблюдались требования на всех этапах — изготовления, монтажа, эксплуатации.
На практике значительная часть проблем с коррозией возникает не потому, что была неправильно выбрана марка стали или система покрытий, а потому что нарушалась технология нанесения: слишком низкая температура при окраске, недостаточная толщина слоя, окраска по влажной поверхности, повреждение покрытия при монтаже без последующего восстановления. Особенно уязвимы монтажные стыки — их обрабатывают на строительной площадке в условиях, далёких от заводских.
Ещё один распространённый сценарий сокращения срока службы — изменение условий эксплуатации после строительства. Ангар переводят в зону влажной обработки продуктов, в цехе появляется гальваническое производство, рядом прокладывают дорогу с активным солением. Исходная система защиты рассчитывалась на другую категорию агрессивности, и без переоценки и модернизации защиты конструкция начинает разрушаться значительно раньше расчётного срока.
Диагностика коррозионного состояния конструкции
Оценка текущего состояния защитных покрытий и металла — обязательная часть плановых обследований. По внешнему виду покрытия и металла специалист определяет степень разрушения, характер коррозионных повреждений и необходимость вмешательства. Визуальный осмотр дополняется инструментальными методами: толщиномерами для измерения сухой плёнки покрытия, адгезиметрами для проверки сцепления, а при необходимости — ультразвуковым контролем для измерения фактической толщины металла после потерь от коррозии.
Важно понимать разницу между поверхностной ржавчиной на покрытии и коррозионным поражением самого металла. Если ржавчина начала проступать через покрытие, это сигнал, что подплёночная коррозия уже идёт — дальнейшее промедление приводит к существенно большим объёмам ремонтных работ. Опытный специалист по покрытиям способен оценить, требует ли конструкция локального ремонта покрытия или полного переосвидетельствования с абразивоструйной очисткой.
Для ответственных объектов рекомендуется вести журнал технического обслуживания конструкций с фиксацией результатов каждого осмотра, выполненных работ и применённых материалов. Это позволяет отслеживать динамику, обоснованно корректировать периодичность осмотров и принимать аргументированные решения о плановой перекраске или усилении защиты на отдельных участках.
Типичные ошибки при разработке и реализации антикоррозийной защиты
Первая и наиболее распространённая ошибка — недооценка категории агрессивности среды. Проектировщик принимает условия по формальным признакам, не анализируя реальную технологию производства, планируемую влажность, наличие кислых паров или хлоридов. В результате система защиты, правильная «по нормам», оказывается недостаточной для фактических условий. Особенно часто это происходит при проектировании агропромышленных объектов, где атмосфера содержит аммиак и сероводород, или автомоечных комплексов.
Вторая ошибка — выбор покрытия без учёта конструктивных особенностей. Закрытые полости, узкие зазоры, труднодоступные сварные швы — если они остаются незащищёнными или покрытие нанесено с нарушениями, именно здесь через несколько лет начинается интенсивное разрушение. Конструктивные меры против коррозии — скосы для отвода влаги, уплотнение полостей, дренажные отверстия — должны закладываться на стадии КМ, а не компенсироваться увеличением толщины краски.
Третья ошибка — экономия на приёмочном контроле качества покрытий. Если после нанесения не проверяются толщина сухой плёнки, адгезия и сплошность, велик риск принять конструкцию с нарушениями, которые через 2–3 года проявятся в виде обширных коррозионных очагов. Стоимость приёмочного контроля несопоставимо мала по сравнению со стоимостью ремонта или досрочной замены конструкций. При подборе или заказе металла и комплектующих для защиты специалисты Stalfa помогут правильно сформулировать требования к покрытиям и сориентироваться по доступным решениям.
Как продлить срок службы: практические рекомендации
Наиболее эффективная мера — правильное конструктивное решение ещё на стадии проекта. Закрытые профили следует либо полностью герметизировать, чтобы исключить доступ влаги внутрь, либо, наоборот, обеспечивать вентиляцию и дренаж. Открытые профили лучше ориентировать полками вниз там, где это позволяет расчётная схема, — это устраняет скопление воды. Минимальный радиус скругления кромок перед нанесением покрытия снижает риск плохой адгезии на острых рёбрах.
Следующий уровень — правильный выбор и применение системы покрытий. Система должна подбираться не просто «под категорию», но и с учётом планируемого интервала технического обслуживания: системы с ресурсом 5 лет и 15 лет различаются по стоимости, и этот выбор должен быть экономически обоснован. Нанесение покрытий должно производиться при соблюдении температурных условий, влажности и рекомендуемого промежутка времени между слоями — нарушение любого из этих параметров снижает качество.
Наконец, регулярное техническое обслуживание — плановые осмотры не реже одного раза в год, немедленное восстановление механических повреждений покрытия, локальная перекраска при первых признаках разрушения — способно кратно продлить фактический срок службы конструкции при умеренных затратах. Откладывание ремонта «на потом» всегда приводит к экспоненциальному росту площади поражения и стоимости восстановительных работ. Это, пожалуй, главный экономический аргумент в пользу грамотного технического обслуживания металлоконструкций.
Частые вопросы
Какая категория агрессивности среды обычно применяется для обычного промышленного склада?
Сухой закрытый склад без технологических процессов, как правило, попадает в C2. Если в складе работает холодильное оборудование с конденсатом, есть мойка, или он неотапливаемый в регионе с морозами, категория может быть C3. Точное определение требует анализа конкретных условий.
Чем горячее цинкование лучше обычной окраски?
Цинк обеспечивает не только барьерную, но и катодную (протекторную) защиту: даже при механическом повреждении цинкового слоя прилегающий цинк корродирует вместо стали. Срок службы горячего цинкования в умеренных условиях составляет десятки лет без обслуживания, тогда как обычное ЛКП требует периодического восстановления.
Можно ли восстановить покрытие на объекте, не разбирая конструкцию?
Да, локальный ремонт покрытий возможен, но требует правильной подготовки поверхности на ремонтируемых участках — механической обработки или абразивоструйной очистки. Нанесение новой краски поверх старой без подготовки даёт очень короткий срок службы ремонтного слоя.
Как на коррозию влияет марка стали?
Обычные конструкционные стали (С235, С245, С345) без специального легирования имеют близкую скорость коррозии в одинаковых условиях. Атмосферостойкие стали типа Cor-Ten содержат легирующие элементы (медь, хром, никель), образующие плотный оксидный слой, замедляющий дальнейшую коррозию, — но это не означает полного отказа от защитного покрытия.
Что такое «приведённая толщина металла» в контексте огнезащиты и коррозии?
Приведённая толщина (или фактор сечения) — это отношение площади поверхности сечения к площади металла. Чем она меньше, тем медленнее металл нагревается при пожаре и тем меньше поверхности подвергается коррозии относительно несущей способности. Это важный параметр при оценке долговечности и огнезащиты тонкостенных сечений.
Нужно ли согласовывать систему антикоррозийной защиты с проектировщиком конструкций?
Да, система защиты должна соответствовать проектным требованиям, которые задаются в проекте КМ. Самовольная замена системы покрытий — например, применение другого грунта или отказ от одного слоя — может не только нарушить гарантийные обязательства, но и снизить расчётный срок службы конструкции.
Источники и нормативы
- СП 28.13330 «Защита строительных конструкций от коррозии» (актуализированная редакция СНиП 2.03.11-85)
- ИСО 12944 «Лакокрасочные материалы. Антикоррозионная защита стальных конструкций с помощью лакокрасочных систем»
- ГОСТ ISO 9223 «Коррозия металлов и сплавов. Коррозионная агрессивность атмосферы. Классификация, определение и оценка»
- ГОСТ ISO 9224 «Коррозия металлов и сплавов. Коррозионная агрессивность атмосферы. Основополагающие значения категорий коррозионной агрессивности»
- СП 16.13330 «Стальные конструкции»
Продукция и услуги по теме
Поможем с подбором, расчётом, изготовлением и поставкой по всей России.